4130弯管设计说明
车架制作或者弯管加工,请详细阅读该弯管设计说明,以便于沟通。
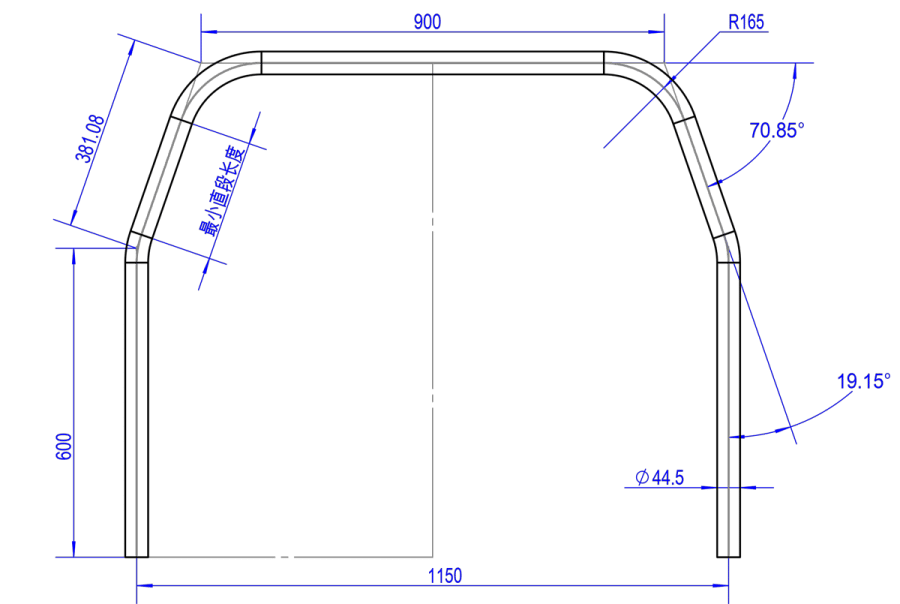
弯管尺寸标注示例说明
同一根钢管上的弯管半径保持一致,弯管半径请使用实际半径。
弯管尺寸按钢管中心线标注,包括两个弯的交点之间的长度,弯管的外角(外角是实际弯管的角度),角度至少保留一位小数。
最小直段间距,即距离最短的两个弯之间的直段长度,保证连续弯管时可以正常装夹。
满足以上要求的空间弯管也可以加工,在提供以上尺寸的基础上增加旋转角度即可。
4130钢管弯管技术参数(mm)
| 钢管外径 | 理论半径 | 实际半径 | 最小直段 |
|---|---|---|---|
| 15.90 | 60 | 62 | 70 |
| 19.05 | 60 | 62 | 70 |
| 22.30 | 60 | 62 | 70 |
| 25.40 | 76.5 | 79 | 80 |
| 30.00 | 101 | 105 | 105 |
| 31.75 | 101 | 105 | 105 |
| 38.10 | 127 | 132 | 135 |
| 40.00 | 127 | 132 | 135 |
| 44.45 | 152 | 160 | 150 |
| 50.00 | 152 | 160 | 150 |
在钢管有货的情况下,大部分弯管加工我们都能保证一周内发货,批量及特殊规格的弯管加工时间需要根据图纸具体沟通。
弯管尺寸检测
- 弯管角度一般采用数显角度尺测量,间距等尺寸通过卷尺和辅助工具测量。
- 尺寸要求较高的弯管我们可扫描弯管的三维点云,在专用软件里和原始数模比对检测整体尺寸。
- 尺寸误差:相邻弯的间距,正负3mm,U形跨度间距,正负1%。
- 角度误差:正负0.3度以内。
图纸格式
出于钢管加工的特殊性,我们建议客户尽量提供三维图纸文件,非加密的常见文件格式我们都可以正常打开处理。
- 通用文件格式,igs,stp,x_t等;
- 任意版本的常用三维软件图纸,装配体文件请打包所有零件;
- 常用点云及三角面片文件如asc,stl,obj;
- 实体样件。
备注
弯管半径数据增加了实际弯管半径,因为实际弯管半径和理论半径有偏差,在防滚架等结构制作中,如果有在弯管位置相交的钢管,根据理论半径计算的坡口会偏差比较大,因此做出这一调整,在设计时直接采用实际半径。
国际汽联比赛规则对防滚架主要钢管的弯管加工有明确规定。第一是必须冷加工,第二是弯管半径不小于所弯钢管直径的三倍。(The tubing must be bent by a cold working process and the centreline bend radius must be at least 3 times the tube diameter.)